什么是精梳?高配、精梳、半精梳、普梳有什么区别?

把棉、毛、丝纤维加工成织物前,用精梳机将纤维中的的杂质和粗短纤维排除的工艺叫做精梳。经此过程出来的织物在质感、耐洗与耐用度上都较普梳织物有很大的提高。
在棉纺中,对细度细、质量要求高的产品和特种纱线,如特细纱、轮胎帘子线等通常采用精梳纺纱系统;而在毛纺、麻纺和绢纺中,由于它们的纤维长度长且长度整齐度差,故一般都采用精梳,以去除短纤维,降低长度不匀。
目 的
1、排除生条中的短绒,提高纤维的平均长度和整齐度,改善成纱条干,减少纱线毛羽,提高成纱强力。
2、清除生条中残留的棉结和杂质,以减少细纱断头和成纱疵点,改善成纱外观质量。
3、使纤维进一步伸直、平行和分离,以提高成纱的条干、强力和光泽。
4、制成条干均匀的精梳棉条,便于下道工序加工。
成纱强力可提高10%~20%;棉结杂质粒数可减少50%~60%;条干均匀度和光泽显著提高;精梳纱线强力高、结杂少、条干匀、光泽好。
01精梳准备
1、制成小卷,便于精梳机加工。
2、提高小卷中纤维的伸直度、平行度与分离度,以减少精梳时纤维和梳针的损伤。并减少精梳落棉中长纤维的含量,节约用棉。
对小卷的质量要求
小卷的纵向和横向结构要均匀,使棉层能在很好的握持状态下梳理;
小卷的成型良好、容量大、不粘卷。
- 机 械
目前国内外使用的准备机械有四种:预并条机(牵伸)、条卷机(制卷)、并卷机(牵伸、并叠)和条并卷联合机。
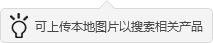
条卷机
1、20~24根棉条在导条辊与导条压辊的引导下,在V形平台上面转过90°平行排列。
2、棉条在导条罗拉的引导下进入牵伸装置。
3、牵伸后的棉层经紧压辊压以防粘卷。
4、棉层由棉卷罗拉带动制成小卷。
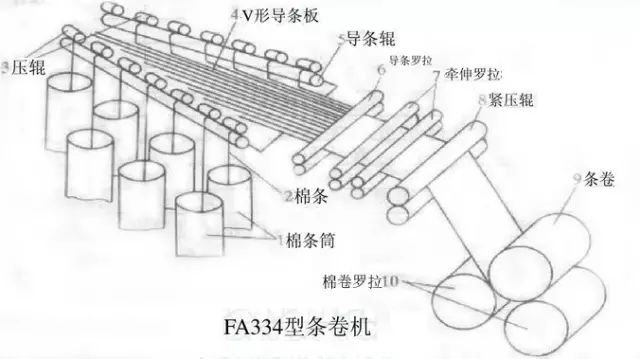
并卷机
1、6只精梳小卷分别进入牵伸装置;
2、牵伸后的棉网通过光滑的曲面导板转向90°,在梳棉平台上6层相互叠合;
3、进入紧压罗拉,再由成卷罗拉卷成精梳小卷。
条并卷联合机

1、喂入部分分成三组,每组有16~20根条子经导条罗拉喂入,各组棉条经V形导条板和牵伸装置牵伸成棉网;
2、棉网输出后经曲面导板,转90°在平台上叠合;
3、经压辊压紧后,由棉卷罗拉绕成小卷。
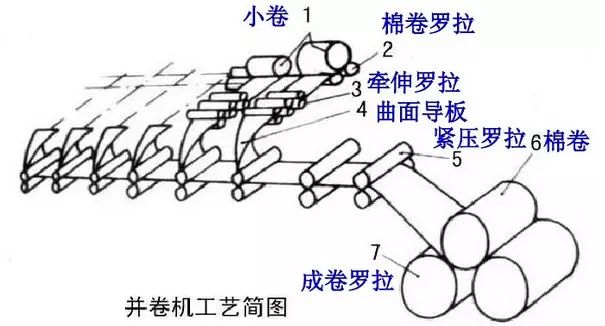
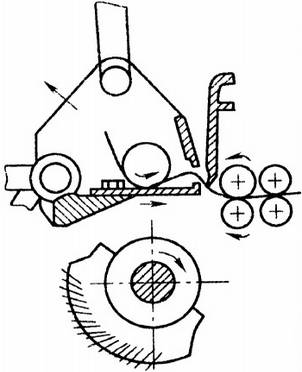
02精梳机工作的运动配合

△精梳工艺流程
1、在精梳机上各主要几件的运动配合关系是由一个刻度盘来指示的。该盘装在精梳机上并与锡林同步转动,一般称该盘为分度盘,分度盘沿圆周分为40等份,每一等份为9°,成为一分度。
2、一钳次(一个运动周期)
精梳机的嵌板前后往复运动一次,或锡林转一转。
3、精梳机的一个运动周期可分为四个阶段:
锡林梳理阶段
分离前的准备阶段
分离接合阶段
锡林梳理前的准备阶段
锡林梳理阶段

主要部件的运动:
钳板:先后摆再前摆,钳口闭合;
锡林:梳理棉丛;
顶梳:先后摆再前摆(未参与梳理);
分离罗拉:处于基本静止状态。
分离前的准备阶段
主要部件的运动:
钳板:继续前摆,钳口逐渐开启;
锡林:继续转动,不梳理棉丛;
顶梳:继续前摆,并开始接触棉丛;
分离罗拉:由静止到开始倒转,将棉网倒入机内,准备与钳板送来的纤维丛结合。
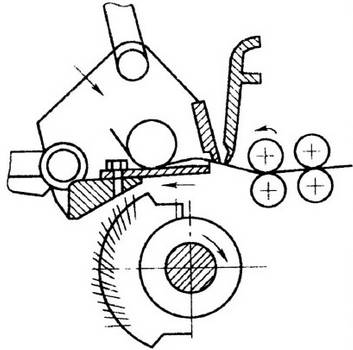
分离接合阶段
主要部件的运动:
钳板:继续前摆,钳口开启至最大;
锡林:继续转动,不梳理棉丛;
顶梳:继续前摆,梳理棉丛;
分离罗拉:顺转,将钳板送来的纤维牵引出来,叠合在原来的棉网尾端输出。
锡林梳理前的准备阶段
主要部件的运动:
钳板:后摆,钳口逐渐闭合;
锡林:继续转动,第一排针靠近棉丛;
顶梳:逐渐脱离棉丛;
分离罗拉:继续顺转输出棉网,并逐渐趋向静止。
高配、精梳、半精梳、普梳的区别
高配:是指配棉等级比较高,意思是原料有保证,比较好。既然是高配,在后加工过程中一般是用普梳。
精梳,半精梳,普梳 是梳棉工序加工的三种方式:
精梳:代表高品质,相当于附加一道工序,就是将普梳过的棉条经过并条,成卷,然后经精梳机进一步梳理,目的是进一步去除纤维中的短绒和杂质,使纤维伸直平行度更好。这样制成精梳条供下道工序(并条)使用。这样生产的棉纱强力高,条干好,光泽好。一般用于生产质量要求较高的纱线或高支纱线。
半精梳:代表中品质,其实就是介于普梳与精梳之间,一般在纺织厂是这样操作的,比如并条是6要并成一根,那么这6根中,有3根精梳棉条,3根普梳棉条,那生产出来就是半精梳纱。(也可以改变比例,如2根和4根,或者4根和2根)
普梳:代表低品质,就是把棉卷(清梳连可不成卷)经过梳棉机,去除杂质,短绒,制成棉条供下道工序(并条)使用。
热门专题
专题图库

广州大学美术与设计学院-2024中国(广东)大学生时装周

广东职业技术学院-2024中国(广东)大学生时装周

华南农业大学艺术学院-2024中国(广东)大学生时装周

广州市广播电视大学纺织服装分校 -2024中国(广东)大学生时装周
视频系列

2024大学生时装周宣传片

2021大学生时装周宣传片

2021大学生时装周指定面料商专题片

2020广州国际轻纺城杯片头




 Loading...
Loading...